科技有限公司")

- NEWS
- 新聞動(dòng)態(tài)
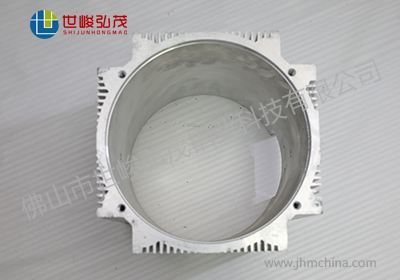
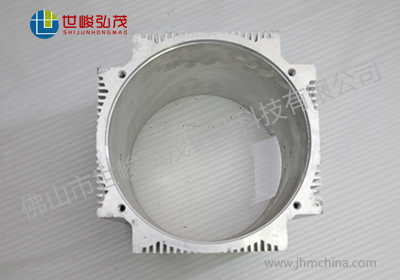
廣州電機(jī)外殼鋁型材報(bào)價(jià)
來源: 發(fā)布時(shí)間:2020-03-16 點(diǎn)擊量:1715
3.量具的存放地點(diǎn)應(yīng)保持清潔、干燥,無震動(dòng)、無腐蝕性氣體,且要遠(yuǎn)離溫度變化范圍大的地方或有磁場的地方。量具盒內(nèi)存放的量具要清潔干燥,不準(zhǔn)存放其他雜物。電機(jī)外殼鋁型材
擠壓三溫要嚴(yán)格按生產(chǎn)工藝要求控制。采用合適的擠壓速度。2:操作精神集中,調(diào)速平穩(wěn),壓力不能或高或低,換檔時(shí)手動(dòng)操作配合。3:型材停機(jī)印前端和后端是死區(qū)或V3體積(鋁棒表層)鋁,雜質(zhì)多,質(zhì)量差,粘性不足,故型材頭尾端擠壓速度要放慢。4:鋁棒表面要細(xì)膩干凈無油污,內(nèi)部組織要達(dá)標(biāo)。壓余正常留(棒長的5%)
高反射性和耐氧化性。1)快進(jìn)與工進(jìn)在鋁型材加工程序中G00和G01都可以定義刀具的直線運(yùn)動(dòng),但它們的作用大有不同,初學(xué)者容易混淆。電機(jī)外殼鋁型材
或多檔調(diào)速之間速差明顯,換檔時(shí)速度轉(zhuǎn)換突快。3:型材擠出時(shí)頭端上壓(沖壓)過快,尾端跑速或未減速,死區(qū)V3鋁大量的滲入。4:棒的質(zhì)量較差,棒內(nèi)過燒,大晶粒,疏松。壓余(V3鋁)過薄。5:模具流速比嚴(yán)重失調(diào)設(shè)計(jì)制造不合理。鋁型材外殼斷紋消除辦法:1:擠壓系數(shù)過大的型材改在小機(jī)臺生產(chǎn),以尋求合適的擠壓比
一、鋁的基本性質(zhì)銀白色,在潮濕的空氣中能形成一層防止金屬腐蝕的氧化膜,相對密度2.7g/cm3,熔點(diǎn)660℃,沸點(diǎn)2327℃,比強(qiáng)度較高,電機(jī)外殼鋁型材
裝飾外表需求高的鋁型材必定要多上下前后翻轉(zhuǎn),以利散熱均勻,減少因散熱不均結(jié)晶度不一然后發(fā)生的橫向亮斑缺點(diǎn),特別是大寬面,壁偏厚鋁型材更要留意。6、在取料和移動(dòng)及拉伸過程中不得彼此碰擦、拉扯、堆疊、擁堵、纏繞在一起,應(yīng)彼此間預(yù)留必定的間隔。對易曲折、出料長短的鋁合金型材要及時(shí)處置,

冷電機(jī)外殼鋁合金型材")
外殼鋁型材")

能電池盒鋁合金型材")
能電池盒鋁型材鋁制品")
大圓管鋁合金鋁型材-1")
外殼鋁型材1")
外殼鋁型材2")
掃一掃聯(lián)系我們")
掃一掃聯(lián)系我們")
掃一掃聯(lián)系我們")